 今日优惠
今日优惠 特价促销
特价促销


一、场镜选错有多可怕?
做激光设备的兄弟,你有没有遇到过这些抓狂的情况——
- 打出来的线条粗得像毛笔字,客户嫌弃”精度不够”?
- 振镜跑起来”没力气”,边缘打标总是偏浅偏虚?
- 明明换了更大功率的激光器,效果还是上不去?
- 工作距离对不上,要么打不到工件,要么离太远散焦?
- 加了同轴视觉,红光和激光死活对不到一个焦点?
别急着怪激光器、怪振镜——90%的这类问题,根源都在场镜选错了。
场镜(F-Theta场镜)是激光加工光路中最后一个、也是最关键的透镜组件。它决定了光斑大小、扫描幅面、工作距离、边缘均匀性……选对了,设备性能拉满;选错了,功率再大也是白搭。
今天这篇文章,我会把场镜选型的9大核心参数、配套评级表、同轴视觉匹配、热透镜效应、振镜焊接专场全部讲透。读完这篇,你以后选场镜再也不会踩坑。
⚠️ 提醒:本文较长,建议收藏后反复查阅。选型时对照文末的速查表,一次选对。
在正式开始之前,先搞清楚一个最根本的问题——你的激光器出来的是什么点光源,还是准平行光?我估计很多人被我这个问题问住。我先按照我的理解简单描述一下吧!
很简单——看激光器输出接口。如果你的激光器输出端是光纤接口(QBH、QD、FC、SMA、D80等,就是那种光纤插芯的输出头),光是从一根几十微米粗的光纤里出来的,那出来的光就是发散的,像电灯泡一样——这就是点光源。连续光纤激光器、部分脉冲光纤激光器(带光纤输出接口的)都是这种。
如果你的激光器出来的光直接就是一束准平行的光(几毫米粗,不怎么发散),那就是准平行光。脉冲光纤、QCS、调Q、MOPA、CO2射频管、绿光/紫外固体激光器出来的都是这种。
场镜选型分为两条路径,一条路径是:准平行光路径,我们这里称之为路径A;另一条路径是:点状光源路径,我们这里称之为路径B。
一句话判断:你的激光器需要配准直镜吗?需要→路径B,不需要→路径A。
这决定了你后面的整个选型路线:
| 激光器出光类型 | 典型激光器 | 光路走向 | 核心公式 |
|---|---|---|---|
路径A:准平行光 |
脉冲光纤、调Q、MOPA、CO2射频管、绿光/紫外固体 |
扩束镜 → 振镜 → 场镜 |
Φ₀ = 4M²λf/(πΦ) |
路径B:点光源/发散光 |
连续光纤激光器 |
准直镜 → 振镜 → 场镜 |
d = (d_fiber × f_f) / f_c |
👉 路径A请看第二~七章,路径B请直接跳到第八章。两条路的公式不能混用!
二、准平行光路径A核心公式:四者关系必须搞清楚
⚠️ 注意:以下公式和配套规则适用于路径A的激光系统。如果您是做路径B的激光系统,光路和公式完全不同,请直接跳到第八章。
在讲具体参数之前,路径A系统先记住这个铁律——
激光器出射光斑 × 扩束倍数 ≤ 振镜光斑 ≤ 场镜入射光瞳
这条链路决定了整个光路能不能”通”:
- 激光器出射光斑:即从激光器出光口出来的准平行光束的直径,有的激光器说明书叫输出光束,也有的说明书叫光束直径,也有的说明书叫1/e²,还有的说明书叫束腰直径。
- 扩束镜倍数:2×、3×、4×、5×、6×、8×等。扩束镜的作用是把光斑放大,让聚焦后的光斑更小。
- 振镜光斑:振镜镜片能接收的最大光斑直径,常见10mm、12mm、15mm、20mm、25mm、30mm。
- 场镜入射光瞳:场镜能接收的最大入射光束直径,常见10mm、12mm、14mm、15mm、20mm、25mm、30mm。
⚠️ 踩坑案例:一台20W光纤打标机,激光器出射光斑6.5mm,配了2×扩束,出射光斑=13mm,但振镜只选了10mm镜片的——结果光束被振镜切边,边缘光直接丢失,打出来中心亮四周暗。
速度优先 vs 精度优先
光路链路的选择直接决定了你是走”速度优先”还是”精度优先”路线:
| 路线 | 扩束倍数 | 振镜光斑大小 | 聚焦光斑 | 适用场景 |
|---|---|---|---|---|
| 速度优先 | 小倍数(2×~3×) | 振镜片小→振镜响应快 | 较大 | 飞行打标、大字喷码 |
| 精度优先 | 大倍数(4×~8×) | 振镜片大→振镜响应慢 | 更小 | 精细打标、微加工 |
记住:扩束倍数越大,聚焦光斑越小,但振镜响应越慢。这是个trade-off权衡取舍,矛盾的对立统一,没有两全的方案。
三、路径A激光系统-场镜9大选型参数详解
① 工作波长:必须匹配
场镜的镀膜是针对特定波长设计的,波长不匹配=透过率暴跌。
| 波长 | 类型 | 常见应用 |
|---|---|---|
| 1064nm | 近红外 | 光纤/Nd:YAG打标、切割 |
| 10600nm | 远红外 | CO₂切割、打标 |
| 532nm | 绿光 | 精密切割、晶圆划片 |
| 355nm | 紫外 | 微加工、柔性材料 |
| 9.3μm 9.4um 10.2um | 远红外 | 也是CO2激光器波长,PET(聚对苯二甲酸乙二醇酯)、PI聚酰亚胺(Kapton)、 LCD偏光片、FR4/FR2 印刷电路板等 |
⚠️ 踩坑提醒:拿1064nm的场镜去打532nm的绿光,透过率可能从99.5%降到60%以下,功率损失超过1/3!而且焦点位置也会偏移,因为折射率和波长相关。不同波长的场镜绝对不能混用。
② 路径A激光系统-扫描幅面与焦距:幅面≈0.7×焦距
这是选型最直观的参数。场镜的焦距(f)和扫描幅面(对角线)之间有一个近似关系:
扫描幅面(对角线)≈ 0.7 × 焦距f
常见对照表:
| 焦距f(mm) | 幅面(mm×mm) | 对角线(mm) | 典型应用 |
|---|---|---|---|
| F100 | 70×70 | ~99 | 精密微加工 |
| F160 | 110×110 | ~156 | 小件打标 |
| F210 | 150×150 | ~212 | 标准打标 |
| F254 | 175×175 | ~247 | 通用打标 |
| F330 | 220×220 | ~311 | 大幅面打标 |
| F420 | 300×300 | ~424 | 大幅面/切割 |
| F525 | 360×360 | ~509 | 超大幅面切割 |
⚠️ 踩坑提醒:幅面不是越大越好!F525的幅面是F100的5倍多,但聚焦光斑也大了5倍——你用F525打精细二维码,根本打不出来。根据实际需求选幅面,留10%~15%余量即可。
③ 路径A激光系统-入射光瞳:最常犯的错!
入射光瞳(Entrance Pupil Diameter)是场镜能接收的最大光束直径。这是设备商最常犯的错误,没有之一。
为什么?因为很多人只看焦距和幅面,完全忽略了入瞳参数。结果就是——
⚠️ 边缘光弱、四周打不深、幅面越大越明显——这几乎100%是入瞳不够!
原理很简单:光束直径如果大于场镜入瞳,当振镜镜片摆动到最大角度的时候,反射的光束会超出场镜镜片的范围,超出部分的光就被场镜边缘切掉了。中心光还能正常通过,越往边缘光损越大。表现在加工效果上,就是中心深、四周浅。
⚠️ 踩坑案例:某设备商用30W相干C30A激光器+6倍CO2扩束镜,配的场镜是挑的便宜的CO2场镜,镜片直径只有38mm的,38mm镜片直径的潜台词就是这个场镜的入瞳只有10mm,但是因为C30A激光器的光束直径是2mm,再用上扩束镜之后,从扩束镜出来的光束直径就是2*6=12mm。他场镜的幅面标的是110*110mm——但是结果是幅面边缘10%区域打标偏浅,即从98-110mm这个区间打标深度就明显浅一些,换48mm直径的12入瞳的CO2场镜后问题立刻解决。
选型建议:入瞳至少要≥扩束后光束直径,并建议留一点点余量。
入瞳与幅面的动态关系
大家看很多场镜的参数文档,都有一个标称的打标幅面或者打标范围的参数,但同一个场镜,实际幅面是动态变化的——取决于入射光瞳和振镜扫描角的匹配。这是90%的设备商都忽略的关键点。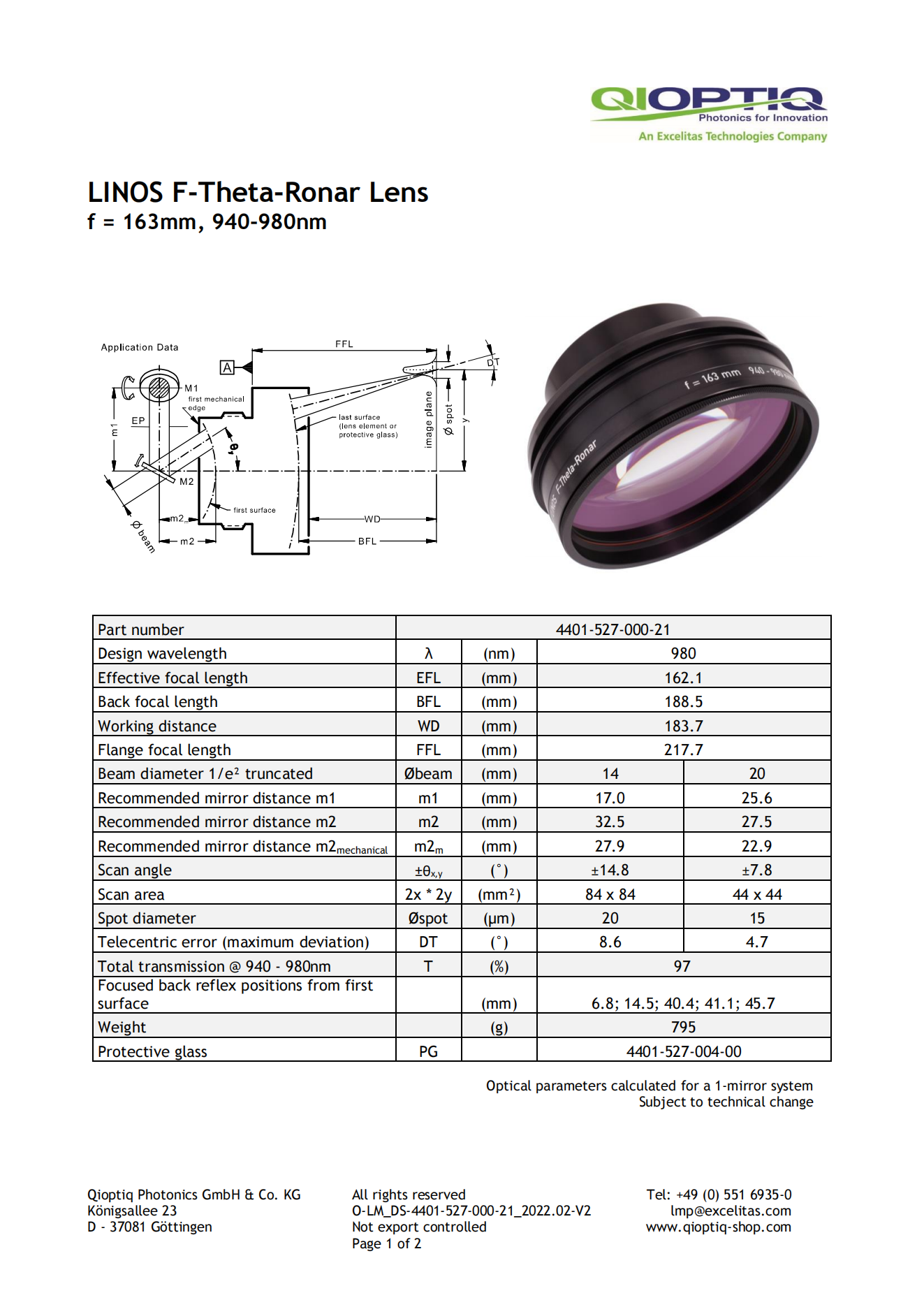
以LINOS 4401-527-000-21场镜为例,同一个场镜在不同入瞳下表现完全不同:
| 入射光瞳 | 最大扫描角 | 实际扫描幅面 | 聚焦光斑 |
|---|---|---|---|
| 14mm | ±14.8° | 84×84mm | 20μm |
| 20mm | ±7.8° | 44×44mm | 15μm |
| 16mm(推算) | ~±11° | ~60×60mm | ~17.7μm |
规律:入瞳越大→允许扫描角越小→幅面越小→但光斑更细(因为Φ₀=4M²λf/(πΦ),Φ越大光斑越小)
这意味着什么?场镜标称幅面是在特定入瞳和扫描角下的最大值,实际幅面可以根据需要灵活调整!
实战技巧1——大幅面+短焦距:用大入瞳场镜(20/30入瞳),但实际光束只有10mm→振镜摆角更大→幅面远超标称。比如30入瞳标称110×110的场镜,实际入瞳10mm时可能打到180×180,实际入瞳20mm时可能打到150×150。
实战技巧2——小幅面+超精细:20入瞳的110×110场镜,加扩束镜填满入瞳→光斑更细→软件里缩幅面到50×50→又细又精。
扫描角度匹配
场镜的扫描角度是常被忽略的参数。常见扫描角度规格:±11°、±14.8°、±15°、±17.3°、±20°、±28°
核心原则:振镜摆动角度 ≤ 场镜允许扫描角度。如果振镜摆角达不到场镜允许的最大角度,实际幅面会小于标称幅面。反过来,场镜入瞳大于振镜光斑时,振镜摆角可以更大,实际幅面会超过标称值——这就是上面LINOS实例展示的规律。
④ 路径A激光系统-聚焦光斑:Φ₀=4M²λf/(πΦ)
聚焦光斑直径的理论计算公式:
Φ₀=4M²λf/(πΦ)
其中:f=焦距,λ=波长,Φ=入射光束直径。
以1064nm光纤激光器为例,入射光束7mm,激光器M²=1.5:
| 焦距f(mm) | 聚焦光斑Φ₀(μm) |
|---|---|
| F100 | ~29 |
| F160 | ~46.4 |
| F254 | ~73.7 |
| F330 | ~95.8 |
| F525 | ~152 |
⚠️ 重要提醒:以上是理论衍射极限值,实际弥散斑(spot size)还要考虑场镜的像差。一般实际光斑是理论值的1.5~2倍。好的场镜厂家会在参数表里标注实际弥散斑大小,选购时务必关注这个数值,不要只看理论值。实际场镜的参数表里面,标的参数往往都比我上面表格中的参数好,为什么呢,第一:场镜的生产商用的M²这个光束质量因子数值是=1,他们把激光器的光束默认为高斯基膜光,这样可以让他们的参数更好看;第二:他们的入射光瞳一般都是按照他们场镜的入瞳来算,比方他们场镜的入瞳是12入瞳,他们不会管光纤激光器的实际光束直径是7±1mm,也不会管大家振镜实际都使用的是10mm,根本不可能反射12mm光束到场镜,他们只按照他们场镜的入瞳来计算参数,因为这样参数会更好。
⑤ 工作距离WD ≠ 焦距F!!这个坑最深
这是场镜选型中被误解最深的一个参数。很多人以为工作距离就是焦距,特别是终端使用的客户,看到场镜的焦距斜着F210,直接镜从场镜最下沿往下量210mm,大错特错!这不是焦距,这不是焦距。
场镜焦距≠焦距,记住记住,工作距离(WD)= 场镜最后一片镜片下表面到焦平面的距离。而焦距(F)是光学设计的焦距值。两者之间有差异,而且差异不小!一般幅面越小,场镜的焦距越接近工作距,但是焦距越长,工作距离与焦距之间的差距就越大,并且工作距大于焦距
常见场镜的WD参考表:
| 场镜型号 | 焦距F(mm) | 工作距离WD(mm) | 建议立柱高度(mm) |
|---|---|---|---|
| F100 | 100 | ~100 | ~200 |
| F160 | 160 | ~185 | ~280 |
| F210 | 210 | ~245 | ~340 |
| F254 | 254 | ~298 | ~400 |
| F330 | 330 | ~385 | ~490 |
| F420 | 420 | ~492 | ~590 |
| F525 | 525 | ~597 | ~720 |
⚠️ 踩坑案例:某设备商按F525场镜焦距来准备打标机的立柱高度,用了一个550mm高度的立柱,结果装上后发现焦点找不到,原来是立柱太低了,升不上去,导致找不到焦点。
怎么找焦点-连续出光调试法:调机时先在打标机里面勾选连续标刻,慢慢摇动立柱的手柄,让立柱从低处开始往高处移动,当听到打标机打出来的声音啪啪作响,感觉很有力道,最往上就明显没力道了,那么刚才那个最有力道的位置,就是焦点所在的高度,此时记录一下场镜最下沿到被打标物体的高度,以后下次换不同高度物体的打标的时候,只需要调整场镜最下沿到新的被打标物体的高度为上次的记录值即可。别靠理论值,实测为王。
⑥ 焦深:弧面和深雕的命门
焦深(Depth of Focus)是指焦点前后光斑直径增大不超过√2倍的范围。计算公式:
焦深 DOF= 2ZR=2πΦ₀²/M²λ
焦深和焦距的平方成正比,所以长焦距场镜的焦深远大于短焦距:
| 焦距 | 聚焦光斑 | 焦深范围 |
|---|---|---|
| F100 | ~28μm | ±2.3mm |
| F254 | ~72μm | ±15mm |
| F525 | ~148μm | ±64mm |
⚠️ 选型建议:加工弧面工件(如圆柱体侧面打标)或深雕(雕刻深度>2mm),必须选长焦距场镜。短焦距场镜焦深只有几毫米,稍微偏离焦点功率密度就断崖式下降。
⑦ 功率密度换算:不同场镜下的等价功率
加工效果取决于功率密度(W/mm²),而不是总功率。功率密度=功率/光斑面积。因为不同焦距场镜的光斑不同,相同功率激光器配不同场镜,功率密度差异巨大。
换算公式:
等效功率 = 实际功率 × (参考光斑/实际光斑)²
举个例子(1064nm,12mm入瞳):
| 激光器功率 | 配F110场镜 | 配F254场镜 | 配F525场镜 |
|---|---|---|---|
| 20W | 功率密度≈25.8W/mm² | ≈3.9W/mm² | ≈0.92W/mm² |
| 50W | ≈64.5W/mm² | ≈9.8W/mm² | ≈2.3W/mm² |
| 100W | ≈129W/mm² | ≈19.6W/mm² | ≈4.6W/mm² |
⚠️ 关键结论:20W+F110的功率密度≈71W+F525的功率密度。所以别觉得”换了100W激光器就能打大幅面”——功率密度才是王道,F525场镜下100W的功率密度还不如F110下20W。
⑧ 螺纹接口:装不上就尴尬了
场镜和振镜的连接螺纹必须匹配,常见规格:
| 螺纹规格 | 适用振镜 | 常见场景 |
|---|---|---|
| M39×1 | 清洗振镜 | 激光清洗 |
| M55×1 | raylase某些振镜 | 激光打标 |
| M79×1 | 常见打标振镜 | 激光打标 |
| M85×1 | 常见打标振镜装上转换圈 | 激光打标 |
| M95~112 | 大光斑振镜 | 激光焊接 |
| 螺丝固定 | 定制/特殊 | 大族某些型号机器 |
⚠️ 踩坑提醒:买了M79螺纹的场镜,振镜是M85的——拧不上去!采购前务必确认振镜螺纹规格,或者买螺纹转接环。
⑨ 扫描角度与m1/m2值
扫描角度:场镜能接受的最大入射角,常见±11°、±14.8°、±15°、±17.3°、±20°、±25°。扫描角度和焦距一起决定了最终幅面——入瞳确定后,扫描角度越大,幅面越大(详见上方”幅面不是定值”的讨论)。
⚠️ 踩坑提醒:振镜的摆动角度必须≤场镜允许的最大扫描角,否则边缘像差急剧增大、光斑变形。常见问题”110场镜只能打80″,可能就是振镜摆角不够大,无法到达场镜的最大扫描角。
m1/m2振镜镜片位置:这个M1和M2,特别是这个m2要与M²这个参数区分,M1/M2一般是指XY振镜镜片,m1是指M1与M2振镜片之间的间隔(即XY轴镜片的距离),m2指场镜的第一个镜片中心表面到M2这个振镜片中心的距离。
后反射点(Back Reflection Point):光束在场镜内部反射回到场镜后方的位置。一般场镜有几个后反射点,但是最终的是第一个面的后反射点。我们一定要避免场镜的后反射点落在振镜镜片上,不然在当激光器功率很高的时候,后反射的激光恰好汇聚在振镜镜片上,就会把振镜镜片的镀膜打坏,甚至把振镜镜片打碎。
⚠️ 踩坑提醒:高功率场镜(>50W脉冲/>500W连续)如果后反射光处理不好,可能烧毁振镜镜片。务必按厂家要求的安装距离施工。
四、光纤激光器与场镜配套评级表
这个表是很多设备商最需要的——不同功率的光纤激光器配不同焦距的场镜,到底靠不靠谱?评级标准:

- A+:完美匹配,功率密度充裕,适合精加工
- A:良好匹配,通用场景首选
- B:勉强可用,某些场景需妥协(如降速、牺牲精度)
- C:不推荐,效果打折明显
- D:严重不匹配,几乎不可用
五、同轴视觉匹配专场
做高精度打标、切割定位,同轴视觉几乎是标配。但同轴视觉的匹配有一堆坑,很多人踩了还不知道为什么。
为什么要消色差?
同轴视觉用红光(650nm)做补光灯,标示激光为1064nm,但是如果不用消色差场镜,问题来了——透镜对不同波长的光折射率不同,1064nm和650nm经过同一块透镜,焦点不在同一个位置!
这个焦点偏移量有多大?普通场镜可能偏移0.5~2mm——看起来不多,但对于0.1mm精度的打标来说,简直是灾难。那就出先看得清晰,打标就模糊没力气;打得清晰有力气,相机里面就是一团糊,根本无法视觉匹配,看不清晰。
消色差是消两种单色光,不是消激光和可见光!
⚠️ 这是一个极其常见的误解。很多人以为消色差=消”激光和可见光”,其实不是!
消色差场镜是针对1064nm和650nm两个特定波长做的色差校正,让这两个波长的焦点重合。它不是消”红外和可见光”的宽带色差,而是精确校正这两个单色波长。
所以:
- 消色差场镜只保证1064nm和650nm焦点一致
- 如果你用532nm绿光+650nm红光,普通1064+650消色差场镜是不好使的
- 选购时务必确认消色差波长对是否匹配你的激光和指示光
补光灯必须对应波长
同轴视觉的相机需要补光才能看清工件。补光灯的波长必须和场镜消色差设计匹配——
⚠️ 如果场镜是1064+650消色差设计,补光灯必须是650nm红光灯,不能用白光灯!
为什么?白光是宽光谱,经过场镜后各波长焦点不同,成像模糊。650nm单色灯配合消色差场镜,成像清晰锐利。
六、热透镜效应:高功率的隐形杀手
场镜透镜即使镀膜再好,也不可能100%透过,总有微小吸收。吸收率通常0.1%~0.5%,看起来微不足道,但——
⚠️ 0.2%的吸收,在100W激光下就是0.2W的热量持续注入透镜!
透镜受热后折射率变化、曲率微变,导致焦距偏移——这就是热透镜效应。
表现症状:
- 开机后前几分钟正常,逐渐聚焦变差
- 长时间出光后线条变粗
- 关机冷却后恢复正常
应对方案:
- 50W以下:普通场镜基本OK,温升可控
- 50W以上:必须用石英透镜(热膨胀系数远低于普通玻璃)
- 200W以上:必须用水冷场镜(内部通冷却液循环散热)
- 所有功率段:选镀膜吸收率≤0.15%的高品质场镜
⚠️ 踩坑案例:某设备商100W光纤配普通玻璃场镜,开机5分钟后焦点偏移0.3mm,加工精度从±0.05mm恶化到±0.3mm——换了石英场镜后问题立刻消失。
七、路径A四大矛盾与解决方案
场镜选型中存在四组核心矛盾,理解它们才能做出正确取舍。
矛盾一:光斑细 ↔ 幅面大
焦距越短→光斑越小→幅面越小;焦距越长→幅面越大→光斑越大。
解决方案:使用3D振镜(动态调焦)+ 适当焦距场镜,在保证幅面的同时通过Z轴补偿实现小光斑。或者采用XY平台配合短焦场镜,用平台移动代替振镜大角度偏转。也可以利用入瞳与幅面的动态关系——大入瞳场镜+小实际光束,用短焦距打出大幅面(详见第三章③入射光瞳节)。
矛盾二:精度 ↔ 速度
高精度需要大扩束→大光斑振镜→振镜响应慢;高速度需要小扩束→小光斑振镜→聚焦光斑大→线条精细度差。
解决方案:根据应用场景做取舍。打标精度优先选大扩束,飞行打标速度优先选小扩束。
矛盾三:扩束 ↔ 焦深
扩束倍数越大→聚焦光斑越小→焦深越浅。短焦深意味着对焦容差小,稍有偏差就散焦。
解决方案:需要焦深的应用(弧面、深雕)适当减小扩束倍数,牺牲一点光斑精细度换取焦深更长。
矛盾四:波长 ↔ 焦深
短波长(紫外355nm)→光斑小→焦深浅;长波长(CO₂ 10600nm)→光斑大→焦深深。
解决方案:紫外加工需要焦深时,可以考虑减小扩束镜的倍数或者用更长焦距的场镜。CO₂需要小光斑时,可以考虑短焦距场镜+大倍率扩束。极端场景用紫外+3D振镜方案。
路径B:点光源/发散光系统场镜选型
如果你的激光器出来的是发散光(点光源)——典型就是连续光纤激光器,通过QBH/FC/SMA/D80接口输出——那么前面的扩束镜路线完全不适用!你需要的是准直镜,不是扩束镜。
振镜焊接、连续光纤深雕等场景都属于这条路径。
八、路径B:点光源/发散光系统场镜选型
振镜焊接越来越火——新能源电池、3C电子、汽车零部件、医疗器械都靠它。选场镜的逻辑跟打标完全不同!如果你是做焊接的,请按本章的逻辑来。
8.1 光路区别:焊接必须先准直
打标用的调Q/MOPA激光器输出平行光,直接进扩束镜→振镜→场镜。
但振镜焊接用连续光纤激光器,通过QBH/IQB接口输出发散光(点光源),必须先准直!
| 系统 | 光路 | 入射光性质 | 聚焦光斑公式 |
|---|---|---|---|
| 打标系统 | 激光器→扩束镜→振镜→场镜 | 平行光 | Φ₀ = 4M²λf/(πΦ) |
| 焊接系统 | 激光器→QBH→准直镜→振镜→场镜 | 点光源/发散光 | d = (d_fiber × f_f) / f_c |
⚠️ 关键区别:打标系统算光斑看波长λ和入射光束直径Φ;焊接系统算光斑看光纤芯径d_fiber和焦距比f_f/f_c。两套公式完全不同,绝不能混用!
8.2 先确认4个参数
选焊接场镜之前,必须先确认以下4个参数:
- NA值 — 连续光纤激光器一般0.11,部分0.22
- 光纤芯径(d_fiber) — 常见25μm、50μm、100μm
- 准直镜焦距(f_c) — 常见75mm、100mm、150mm
- 场镜焦距(f_f) — 常见F160、F210、F254、F380、F420
8.3 两个核心公式
准直光束直径:D = 2 × f_c × NA
聚焦光斑直径:d = (d_fiber × f_f) / f_c
注意:焊接系统的级次关系是 场镜入瞳 ≥ 振镜光斑 ≥ 准直光束直径D。这里的入口是准直光束直径D,不是打标系统的”出射光斑×扩束倍数”!
选型顺序:先算D → 确定振镜光斑(≥D)→ 选场镜入瞳(≥振镜光斑)→ 根据光斑和焊接厚度需求选焦距
8.4 实战案例
假设:NA=0.11,光纤芯径=50μm,准直镜焦距=100mm
- D = 2×100×0.11 = 22mm
- 振镜光斑选30mm(≥22mm)
- 场镜入瞳≥30mm
- 选F160:d = (0.05×160)/100 = 80μm
- 选F210:d = (0.05×210)/100 = 105μm
8.5 焦距、光斑、焦深三者平衡
- 焦距↑ → 光斑↑ → 能量密度分散 → 但焦深↑ → 厚板焊接需要
- 焦距↓ → 光斑↓ → 能量密度集中 → 但焦深↓ → 只适合薄板
- 选焦距不能只看光斑大小,还得看要焊多厚的板!激光功率够不够!
8.6 焊接场镜常见问题
Q:振镜焊接场镜和打标场镜能通用吗?
是可以通用!但是焊接场镜一般螺纹都比较大,是M95×1/M102×1/M112×1,跟打标场镜的M85×1或者M79*1不一样,需要加一个场镜转换圈。
Q:焊接想兼顾不同厚度怎么办?
薄板和厚板对焦距需求不同。薄板选短焦距(F160/F210)光斑小能量集中,厚板选长焦距(F380/F420)焦深长。如果都要兼顾,建议备两个场镜,成本比换激光器低得多。
九、品牌推荐
进口品牌
- LINOS(德国):高精度场镜,品质稳定
- SILL Optics(德国希尔光学):场镜专业厂家,技术资料权威
- JENOPTIK(德国业纳):高端光学器件,性能卓越
国产品牌
- 南京波长光电:场镜设计规范,性价比高
- 天凯光电(苏州):场镜、振镜配套完善
十、省钱选型技巧
技巧一:小光斑振镜+大入瞳场镜
用短焦距场镜打出大幅面,同时保持小光斑高精度,比“大功率激光器+长焦距场镜”便宜得多。原理见第三章③入射光瞳节”入瞳与幅面的动态关系”。
技巧二:备用多个场镜
小产品用短焦距(精度高),大产品用长焦距(幅面大),灵活切换。比买一台超大功率设备划算。
技巧三:螺纹转换圈
场镜螺纹与振镜不匹配时,做螺纹转换圈即可,无需更换振镜或场镜。
技巧四:利用入瞳与幅面的动态关系
大入瞳场镜配小实际光束→幅面远超标称;加扩束镜填满入瞳→光斑更细。详见第三章③入射光瞳节。
十一、常见问题Q&A
Q1:为什么我的110×110mm场镜只能打80×80mm?
可能原因:①振镜光斑>场镜入瞳→换更大入瞳场镜 ②振镜摆动角度<场镜允许角度→换更大摆角振镜 ③扫描角度不够→详见第三章③入射光瞳节”入瞳与幅面的动态关系”
Q2:想打200×200mm,选多大焦距?
焦距=200÷0.7≈285mm,可选F290或F330。
Q3:大幅面场镜好还是小幅面好?
不是越大越好!小幅面光斑小精度高但焦深浅(弧面产品效果不一致);大幅面精度低但焦深长(弧面产品效果一致)。按需求选,或备多个场镜。
Q4:超快激光用什么场镜?
必须熔融石英材质(高损伤阈值),有畸变要求选远心石英场镜(畸变<0.1%),价格约为普通场镜3-5倍。
Q5:什么时候需要远心场镜?
精密切割/微加工/机器视觉/垂直打孔→需要。普通打标→普通场镜够用,性价比高。
Q6:场镜标称110×110,我实际能打更大吗?
能!如果场镜入瞳>实际光束直径,振镜摆角可以更大,实际幅面会超过标称值。这就是为什么有时候用30入瞳的大场镜反而能打更大幅面——因为实际入瞳光束小,扫描角度不受限。详见第三章③入射光瞳节”入瞳与幅面的动态关系”。
十二、购买场镜10项注意清单
下单前,逐一核对以下10项:
- ✅ 波长匹配:确认场镜镀膜波长=激光器波长,不可混用
- ✅ 幅面够用:幅面≥最大加工尺寸×1.1,但不要大太多
- ✅ 入瞳够大:入瞳≥扩束后光束直径+2~3mm余量
- ✅ WD核实:确认实际工作距离,不能只看焦距F值
- ✅ 功率匹配:场镜额定功率≥激光器功率×1.2(安全系数)
- ✅ 螺纹匹配:确认场镜螺纹和振镜螺纹一致
- ✅ 弥散斑参数:计算实际弥撒斑数据,不要只看理论值
- ✅ 同轴视觉:需要同轴视觉时,选对应波长的消色差场镜
- ✅ 热透镜:50W以上选石英,200W以上选水冷
- ✅ 厂家资质:建议不要盲目追求便宜,买大厂产品,找专业的人员购买场镜
十三、选型速查表
打标系统速查表
| 你的需求 | 推荐焦距 | 推荐入瞳 | 注意事项 |
|---|---|---|---|
| 精密微加工(电子元件、晶圆) | F63~F100 | 10~12mm | 短焦深,工件必须平整 |
| 标准打标(金属铭牌、二维码) | F160~F254 | 12~15mm | 最通用的组合 |
| 大幅面打标(面板、键盘) | F330~F420 | 15~20mm | 需要大功率激光器 |
| 大幅面焊接(钣金、管材) | F420~F525 | 20~30mm | 必须水冷场镜 |
| 弧面打标(圆柱体、球面) | F254~F330 | 15~20mm | 选长焦距保焦深 |
| 深雕/3D浮雕 | F254~F330 | 15~20mm | 配3D振镜更佳 |
| 同轴视觉定位 | 按幅面选 | 按光路选 | 必须消色差+650nm补光 |
| 高功率焊接(>200W连续) | F254~F525 | 20~30mm | 水冷场镜+石英保护镜 |
焊接系统速查表
| 焊接场景 | 推荐场镜焦距 | 典型光斑 | 适合板厚 |
|---|---|---|---|
| 精密焊接(IC、薄板) | F160/F210 | 80~105μm | ≤1mm |
| 标准焊接(3C壳体、汽车零件) | F254/F300 | 120~150μm | 1~3mm |
| 厚板焊接(结构件、管板) | F380/F420 | 190~210μm | ≥3mm |
写在最后
场镜选型没有”万能公式”,核心是理解每个参数的含义和它们之间的矛盾关系,然后根据你的具体应用做取舍。
记住这几条铁律:
- 打标系统:激光器出射光×扩束≤振镜光斑≤场镜入瞳,聚焦光斑用Φ₀=4M²λf/(πΦ)
- 焊接系统:先准直再进振镜,聚焦光斑用d=(d_fiber×f_f)/f_c,两套公式不能混用!
- 幅面≈0.7×焦距,但WD≠焦距,且幅面不是定值(取决于入瞳和扫描角)
- 功率密度才是王道,不是总功率
- 50W以上必须石英,200W以上必须水冷
- 同轴视觉必须消色差,补光灯必须匹配波长
选对了场镜,设备性能立竿见影;选错了,再贵的激光器也是白搭。希望这篇指南能帮你一次选对,少走弯路。
如果你在选型过程中还有疑问,欢迎联系高飞激光 SOAR LASER技术团队,我们提供免费的场镜选型咨询服务。
📞 技术热线:159-2722-0467
🌐 官网:www.soar-laser.cn
本文由高飞激光技术团队原创撰写,转载请注明出处。技术参数基于行业通用规范,具体选型请以实际工况为准。
发表回复