



产品概述
BC型固定倍率扩束镜是在A型固定倍率扩束镜基础上增加了发散角可调功能的升级版本。该系列保持与A型相同的固定放大倍率和波长优化设计,同时通过镜筒旋转调节机构,允许用户在安装后微调出射光束的发散角(准直度),实现更精确的光束准直校正。这一功能在实际激光系统中至关重要——由于激光器输出光束参数的个体差异、光路中反射镜引入的微小像差以及环境温度变化等因素,固定间距的扩束镜往往无法在所有工况下实现完美准直,而BC型扩束镜的发散角调节功能可补偿这些偏差,确保系统始终处于最佳准直状态。
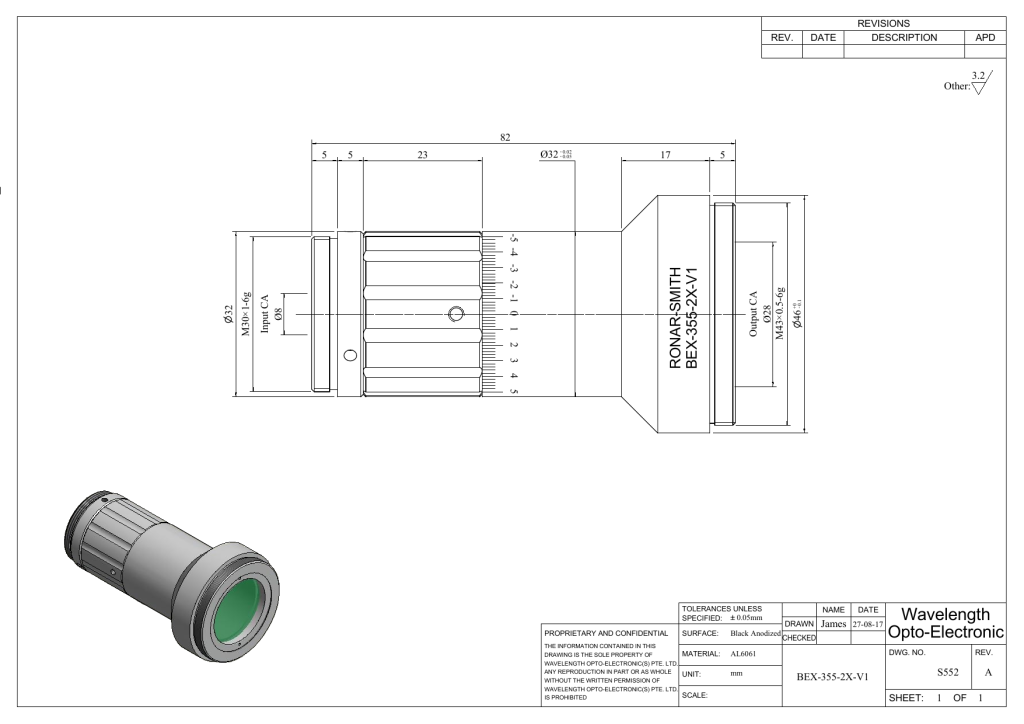
BC型扩束镜覆盖355nm、532nm、1064nm(UVFS紫外熔石英)和9.3μm、10.6μm(ZnSe硒化锌)五大激光波长,倍率从2X到10X可选,满足紫外激光标刻、绿光微加工、光纤激光焊接/切割、CO₂激光切割/打标等全品类激光应用需求。采用伽利略望远镜式光学结构(凹透镜+凸透镜虚共焦设计),结构紧凑、无内部焦点,避免了高功率激光下的空气击穿风险。
与A型相比,BC型扩束镜特别适合以下场景:需要精确定焦的激光加工系统(如精密焊接、微钻孔);多台设备批量生产时需要逐台校准准直度的设备制造商;光路中存在多面反射镜导致准直偏差累积的复杂系统。发散角调节功能可使每台设备的聚焦光斑始终达到设计指标,显著提高批量生产的一致性和成品率。
核心特点
🔷 发散角可调 精准准直
BC型扩束镜的核心升级在于增加了发散角微调机构。通过旋转镜筒上的调焦环,可连续调节两组透镜之间的间距,从而微调出射光束的发散角。调节范围覆盖从微弱会聚到微弱发散的完整准直区间,确保用户能够在实际安装条件下将出射光束精确校准为平行光。调节完成后,锁定螺钉可固定调焦环位置,防止振动导致的漂移。
🔷 低走离效应设计
BC型扩束镜在调节发散角时采用特殊的光学机械设计,将调节过程中产生的光束走离(Beam Walk-off)效应降至最低。走离效应是指调节透镜间距时光轴发生偏移的现象,会导致出射光束中心偏离入射光束中心,影响后续光路对准。BC型的低走离设计确保在发散角调节全范围内,光束中心偏移量控制在极小范围内,无需在调节后重新对准整个光路。
🔷 五大波长全覆盖
提供 355nm(三倍频Nd:YAG/YVO₄紫外激光)、532nm(二倍频Nd:YAG/YVO₄绿光激光)、1064nm(Nd:YAG/YVO₄及光纤激光器基频)、9.3μm 和 10.6μm(CO₂射频激光器)五种波长优化型号。355/532/1064nm 型号采用紫外熔石英(UVFS)镜片,配合窄带增透镀膜,透过率>99%;9.3/10.6μm 型号采用 ZnSe 镜片,配合红外增透镀膜,透过率>99.5%。
🔷 伽利略式光学结构 紧凑可靠
采用伽利略望远镜式光学结构(凹透镜入射+凸透镜出射的虚共焦设计),相比开普勒式结构(双凸透镜实共焦设计)具有两大优势:(1)无内部焦点——高功率激光在焦点处可能击穿空气产生等离子体,损坏镜片镀膜,伽利略式结构避免了这一风险;(2)结构更紧凑——相同倍率下镜筒长度显著短于开普勒式,节省光路空间。
🔷 高透过率与高损伤阈值
所有镜片表面镀有窄带增透膜(V-coating),在工作波长处的表面反射率<0.25%,双面透过率>99%。UVFS镜片配合高损伤阈值镀膜,可承受>5 J/cm²的脉冲激光能量(10ns脉宽);ZnSe镜片适用于CO₂激光器连续功率输出,长期工作可靠性优异。高透过率不仅提高激光能量利用率,更重要的是减少了镜片吸收发热导致的热焦移,保证长时间工作的焦距稳定性。
BC型 vs A型 扩束镜对比
BC型与A型扩束镜的核心光学性能(倍率、波长、透过率)完全相同,区别在于发散角调节功能:
| 对比项 | A型(固定式) | BC型(发散角可调式)★ |
|---|---|---|
| 放大倍率 | 固定(2X~10X) | 固定(2X~10X) |
| 发散角调节 | 不可调 | 可调(旋转镜筒调焦环) |
| 透镜间距 | 固定(出厂设定) | 可微调(补偿准直偏差) |
| 光束走离 | 不适用 | 极低(优化设计) |
| 锁定机构 | 不适用 | 锁定螺钉固定调焦环 |
| 镜筒长度 | 较短 | 略长(增加调焦机构) |
| 价格 | 较低 | 略高(增加调节机构成本) |
| 适用场景 | 光路简单、准直要求一般的打标/切割 | 精密加工、批量设备校准、复杂光路系统 |
💡 选型建议:如果您的激光系统光路简单(激光器→扩束镜→振镜→场镜),且对聚焦光斑精度要求不高,A型即可满足需求。如果您的系统满足以下任一条件,强烈推荐选择BC型:(1)加工精度要求高,聚焦光斑直径波动需控制在±5%以内;(2)光路中存在2面及以上反射镜,准直偏差累积明显;(3)需要批量校准多台设备的准直度;(4)激光器输出光束参数存在批次间差异,需要逐台补偿。
技术参数
355nm / 532nm / 1064nm 型号(UVFS紫外熔石英)
| 倍率 | 入瞳直径 | 出瞳直径 | 镜筒外径 | 镜筒长度 | 安装螺纹 |
|---|---|---|---|---|---|
| 2X | 8mm | 16mm | 25mm | 约47mm | M22×0.75 |
| 3X | 8mm | 24mm | 30mm | 约53mm | M22×0.75 |
| 4X | 8mm | 30mm | 37mm | 约72mm | M22×0.75 |
| 5X | 8mm | 30mm | 37mm | 约77mm | M22×0.75 |
| 6X | 8mm | 30mm | 37mm | 约63mm | M22×0.75 |
| 8X | 8mm | 30mm | 37mm | 约65mm | M22×0.75 |
| 10X | 8mm | 30mm | 37mm | 约67mm | M22×0.75 |
9.3μm / 10.6μm 型号(ZnSe硒化锌)
| 倍率 | 入瞳直径 | 出瞳直径 | 镜筒外径 | 镜筒长度 | 安装螺纹 |
|---|---|---|---|---|---|
| 2X | 10mm | 22mm | 32mm | 约51mm | M22×0.75 |
| 3X | 10mm | 22mm | 32mm | 约62mm | M22×0.75 |
| 4X | 10mm | 30mm | 37mm | 约70mm | M22×0.75 |
| 5X | 10mm | 30mm | 37mm | 约76mm | M22×0.75 |
| 6X | 10mm | 30mm | 37mm | 约97mm | M22×0.75 |
| 8X | 10mm | 30mm | 37mm | 约69mm | M22×0.75 |
| 10X | 10mm | 30mm | 37mm | 约87mm | M22×0.75 |
通用参数
| 参数项 | 规格 |
|---|---|
| 光学结构 | 伽利略望远镜式(凹透镜+凸透镜虚共焦) |
| 镜片材料(UV波段) | 紫外熔石英(UVFS) |
| 镜片材料(CO₂波段) | 硒化锌(ZnSe) |
| 透过率(355/532/1064nm) | >99%(窄带V型增透膜) |
| 透过率(9.3/10.6μm) | >99.5%(红外增透膜) |
| 波前畸变 | ≤λ/4 @632.8nm |
| 发散角调节方式 | 旋转镜筒调焦环 + 锁定螺钉 |
| 表面质量 | 60-40 scratch-dig |
| 安装螺纹 | M22×0.75(标准),可选M30×1转接 |
发散角调节原理与操作
为什么需要发散角调节?
在实际激光系统中,扩束镜的出射光束准直度受多种因素影响:
- 激光器光束参数差异:同一型号激光器的束腰位置和发散角存在个体差异,A型固定间距无法兼顾所有个体
- 光路反射镜偏差:每增加一面反射镜,可能引入约0.1–0.5mrad的角度偏差,多面反射镜的偏差累积可导致准直度显著劣化
- 环境温度变化:温度变化引起镜筒和镜片的热胀冷缩,改变透镜间距,影响准直度
- 机械振动漂移:长期运行后,机械紧固件的微松动可导致镜片间距微小变化
A型固定式扩束镜的透镜间距在出厂时设定,无法在现场调整。当上述因素导致准直偏差时,只能通过调整整个光路来补偿,操作复杂且不稳定。BC型的发散角调节功能允许直接在扩束镜上补偿这些偏差,简单、快速、精确。
调节操作步骤
- 松开锁定螺钉(通常位于调焦环侧面)
- 在扩束镜出射端放置红外感光纸或使用光束分析仪
- 缓慢旋转调焦环,观察远处(3–5米)光斑直径的变化
- 当光斑直径在远处最小(即准直最佳)时,停止旋转
- 拧紧锁定螺钉,固定调焦环位置
- 验证:在工作距离处检查聚焦光斑是否达到设计指标
扩束倍率选择指南
扩束倍率的选择取决于激光器输出光束直径和场镜/振镜所需入瞳直径的匹配关系:
核心公式:出射光束直径 = 入射光束直径 × 扩束倍率
例如:光纤激光器输出光束直径约3mm,配10光斑振镜需要约10mm入瞳光束,则扩束倍率 = 10/3 ≈ 3.3X,选择4X扩束镜(向上取整,留有余量)。
| 扩束倍率 | 典型入射光斑 | 典型出射光斑 | 适配振镜/场镜 |
|---|---|---|---|
| 2X | 5mm | 10mm | 10光斑振镜 + f=160/210mm场镜 |
| 3X | 5mm | 15mm | 14光斑振镜 + f=254mm场镜 |
| 4X | 5mm | 20mm | 15光斑振镜 + f=254/330mm场镜 |
| 5X | 4mm | 20mm | 20光斑振镜 + f=330/420mm场镜 |
| 6X~10X | 2–3mm | 15–30mm | 大幅面场镜或切割头 |
应用场景
1. 光纤激光精密焊接
电池焊接(动力电池极耳、连接片焊接)对聚焦光斑直径要求严格,光斑波动直接影响焊缝质量。BC型扩束镜允许在每台设备装配时精确校准准直度,确保同一批次设备的焊接质量一致性。5X/6X扩束镜配合20mm入瞳场镜是电池焊接的标准配置。
2. 紫外激光微加工
355nm紫外激光标刻和微钻孔的聚焦光斑仅10–20µm,对准直度极为敏感。微小的发散角偏差即可导致光斑直径增大20–30%,严重影响加工精度。BC型扩束镜可在设备现场精确校准紫外光束准直度,确保光斑达到衍射极限水平。
3. CO₂激光切割
CO₂激光切割机光路中通常包含3面以上的反射镜(从激光器到切割头的光路折转),反射镜角度偏差的累积可显著影响切割头入射光束的准直度。BC型ZnSe扩束镜的发散角调节功能可补偿多面反射镜引入的准直偏差,确保切割头聚焦光斑始终处于最佳状态,提高切割质量和切缝一致性。
4. 激光3D打印(SLM/SLS)
金属3D打印设备对聚焦光斑的稳定性和一致性要求极高——光斑尺寸的微小变化直接影响熔化轨迹宽度和致密度。BC型扩束镜可在设备初始安装和定期维护时校准准直度,保证长时间连续打印过程中焦斑质量始终如一。
5. 设备制造商批量校准
激光设备制造商在批量生产同型号设备时,由于激光器输出参数的批次间差异,每台设备使用A型固定式扩束镜往往无法获得一致的聚焦性能。BC型扩束镜允许在每台设备出厂前进行准直度校准,确保同一型号所有设备的加工性能一致性,降低售后调试成本。
安装与使用注意事项
- 安装方向:扩束镜入射端(凹透镜侧,直径较小)朝向激光器,出射端(凸透镜侧,直径较大)朝向振镜/场镜。反向安装将导致严重像差和功率损失。
- 光轴对准:安装后使用红外感光纸或光束分析仪确认入射光束中心与扩束镜光轴重合,偏心入射会导致出射光束质量劣化。
- 发散角校准:在全部光路安装完成后,通过旋转调焦环进行准直校准。建议在3–5米距离处检查光斑直径变化,找到光斑最小位置即为最佳准直点。
- 锁定:校准完成后务必拧紧锁定螺钉,防止设备运行中的振动导致调焦环位移。建议在锁定后再次验证准直度。
- 定期复检:建议每3–6个月或在设备搬运后重新检查准直度,必要时微调。
- 清洁维护:镜片表面沾污时,使用无尘棉签蘸取高纯无水乙醇或丙酮,从中心向外螺旋式轻轻擦拭,严禁干擦或用力过猛。
为什么选择高飞激光?
高飞激光(SOAR-LASER)深耕激光配件领域多年,为客户提供扩束镜选型、安装校准和售后维护的全方位服务:
- ✅ 全波长覆盖:355nm/532nm/1064nm UVFS + 9.3μm/10.6μm ZnSe 全系列现货
- ✅ A型/BC型齐全:固定式和可调式两种规格可选,满足不同精度需求
- ✅ 倍率齐全:2X~10X全倍率覆盖,特殊倍率可定制
- ✅ 配套完善:同步供应M22→M30转接环、安装支架、保护窗等附件
- ✅ 技术支持:提供光路设计咨询、安装对准指导、准直校准培训
- ✅ 快速交付:常规型号现货,48小时发货
📞 扩束镜技术咨询热线
159-2722-0467
扩束镜选型 · 波长确认 · 倍率匹配 · 安装校准指导




评价
目前还没有评价